Odwiedź nas również na:




Analiza skuteczności stosowanych kontroli (wszelkiego rodzaju kontroli – zarówno pomiarowych, jak i atrybutowych) jest, a właściwie powinna być, nieodzownym elementem planowania sposobów nadzorowania jakości wyrobów i procesów.
Firmy pracujące zgodnie z wymaganiami IATF 16949 mają wprost obowiązek (wynikający z rozdziału 7.1.5.1.1. Analiza systemu pomiarowego) przeprowadzić formalne analizy albo zgodnie z podręcznikiem „MSA – Measurement System Analysis” wydanym przez AIAG, albo zgodnie ze standardem VDA 5 (obecnie obowiązuje jego edycja trzecia), albo zgodnie ze specyficznymi wymaganiami klientów (tzw. CSR).
Firmy spoza motoryzacji mają w zakresie tych analiz zupełnie swobodny wybór, choć jak pokazuje praktyka, zwykle wybierają standard AIAG (wbudowany też w większość programów wspomagających MSA – np. Minitab, Statistica, PQ-MSA).
O ile firmy motoryzacyjne MSA zwykle robią (bo muszą), o tyle w innych branżach jest to często zaniedbywane, a szkoda, bo nietrudno spotkać tam systemy kontrolne mające ujemne wartości KAPPA (świadczące o sprzecznych ocenach przez kontrolerów) lub takie o skuteczności (trafności) kontroli na poziomie poniżej 50%, czyli gorszej niż przy rzucie monetą.
Podsumujmy sobie zatem kwestię przeprowadzania analizy MSA w różnych firmach:

Źródło: opracowanie własne.
Plan kontroli (CP – ang. control plan) może stać się swoistą listą kontrolną do zaplanowania analiz MSA. Nielogiczne byłoby bowiem stosowanie jakiejkolwiek kontroli, której skuteczności nie jesteśmy pewni. Trzeba zatem wykorzystując odpowiednio dobraną metodę (np. ARM, Anova Nested, RM, CTM, SDA, SM itp.) uzyskać odpowiednie wartości wskaźników (np. QMS, QMP, Cg/Cgk, %GRR, ndc, QATTR, %FR, %FA, %E itp.) i na tej podstawie uznać kontrolę za skuteczną, albo w przypadku niezadowalających wyników zaplanować działania doskonalące (poprawienie kontroli lub zaplanowanie zupełnie nowej).
Ostatecznie więc w CP zostać powinny tylko te kontrole, które dają wystarczająco duże prawdopodobieństwo prawidłowego wyniku.
Jak napisano powyżej, w CP, a zatem formalnie w powiązanym z nim PFMEA, ostatecznie zostać powinny tylko kontrole skuteczne. W PFMEA można jednak wskazać pewien „okres przejściowy”. W formularzu PFMEA oprócz miejsca na opisanie kontroli danej wady lub przyczyny, jest też miejsce na podanie wartości DET, która w skali od 1 (najlepsza ocena) do 10 (najgorsza ocena) pokazuje prawdopodobieństwo, że kontrola wykryje analizowany problem. W standardzie AIAG & VDA ed. 1 opisującym sposób pracy z PFMEA podano tabelę opisującą kiedy którą wartość DET należy wpisać. I tak:
Poniżej przedstawiamy tabelę dotyczącą wykrywalności błędu/przyczyny:
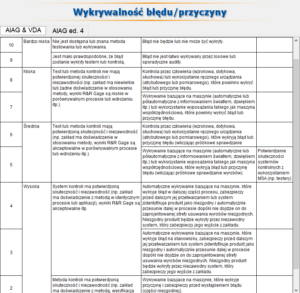
Źródło: Oprogramowanie PQ-FMEA
Jak zatem widać bez MSA nie da się przeprowadzić poprawne oceny ryzyka (przynajmniej w oparciu o najnowszy standard AIAG & VDA ed. 1).
Autor: Tomasz Greber (PROQUAL)
Szkolenia otwarte
Szkolenia zamknięte
Szkolenia zamknięte
Szkolenia zamknięte
PROQUAL Management Institute
B. T. Greber Spółka Jawna


