Odwiedź nas również na:




W praktyce zarządzania jakością posługujemy się wieloma wskaźnikami tzw. zdolności (ang. capability). Ponieważ nie wszyscy wiedzą czego one dotyczą i czym się różnią, warto je trochę uporządkować.
Wskaźniki zdolności stosowane są w ramach statystycznego sterowania procesami (SPC) i pozwalają na badanie jakości procesów lub maszyn. Na ich podstawie jesteśmy w stanie stwierdzić czy produkcja może być wadliwa.
W „gąszczu” wskaźników zdolności są te mniej i bardziej istotne (użyteczne) oraz mniej i bardziej popularne. Nie warto zapewne znać wszystkich, bo te bardzo specyficzne wykorzystywane są niezwykle rzadko, ale w zakresie wskaźników podstawowych warto mieć przynajmniej ogólną wiedzę.
W tabeli 1 zestawiono najważniejsze informacje na temat najczęściej używanych wskaźników.
Tabela 1. Zestawienie podstawowych wskaźników
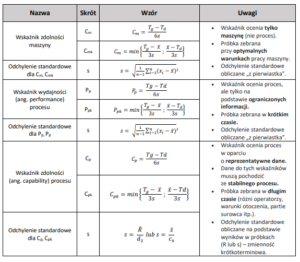
Uwaga 1: podane w tabeli wzory są odpowiednie, gdy rozkład danych jest zgodny z rozkładem normalnym
Uwaga 2: dla wskaźników Cm/Cmk istnieją także alternatywne wzory
Tabela ze wzorami dostępna jest również do pobrania: Wzory podstawowych wskaźników zdolności.
𝑪𝒎/𝑪𝒎𝒌 – wskaźniki oceniające zdolność maszyny do utrzymania wymaganych specyfikacji dla produkowanego wyrobu.
𝑷𝒑/𝑷𝒑𝒌 – wskaźniki wydajności (ang. performance) używane do oceny procesu, który nie musi być statystycznie ustabilizowany. Mają pomóc w ocenie czy proces będzie w stanie wykonać wyrób zgodny z wymaganiami.
Wskaźniki oceniają proces na podstawie ograniczonych informacji (krótka produkcja) i są liczone z odchylenia całkowitego uwzględniającego każdy zebrany wynik (tzw. overall), które daje możliwość zobaczenia pełnej zmienności wyników.
Czas („miejsce”) wykorzystywania przedstawionych wskaźników w trakcie wdrażania projektu nie jest przypadkowy. Powinna być zachowana kolejność przedstawiona na rys. 1.
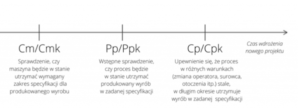
Rys. 1. Kolejność wykorzystywania wybranych wskaźników
Wskaźniki odgrywają bardzo ważną rolę w zarządzaniu jakością. Pozwalają bowiem nie tylko łatwo komunikować się w sprawie poziomu jakości (np. „U mnie Cpk wynosi 2,4” – to bardzo dobra informacja), ale także monitorować zmiany w procesach poprzez porównywania wartości wskaźników np. przed i po akcji doskonalącej. Warto się im zatem dokładnie przyglądnąć i poznać także te zaawansowane, pozwalające oceniać np. nietypowe procesy.
Autor: Tomasz Greber [PROQUAL]
PROQUAL Management Institute
B. T. Greber Spółka Jawna


